相關資訊
聯系我們

全國客服熱線:
15066475817
18865223833
聊城市鑫程源鋼管有限公司
電話:0635-8886529
手機:15066475817(微信同號) 程經理
手機:18865223833(微信同號) 程經理
地址:山東聊城經濟開發區蔣官屯工業園區
對42CrMo厚壁鋼管淬火斷裂要采取的措施
對42CrMo厚壁鋼管淬火斷裂要采取的措施
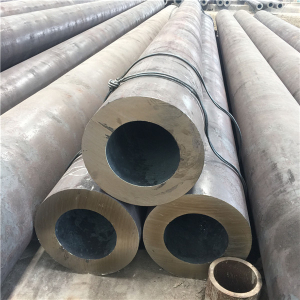
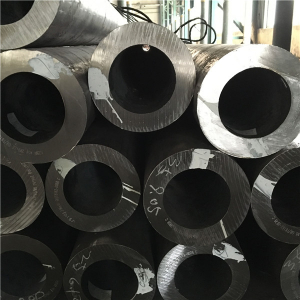
從42CrMo厚壁鋼管產品的表面看,裂紋均為環形裂紋,裂紋長度基本相同,深度為4-10mm,產生的部位大致相同,而且每一件上存在多條環形裂紋。經過淬火后,部分裂紋擴展深度較大,直接導致42CrMo厚壁鋼管產品斷裂開。
龍川小編分析從組織上看,該組織雖然比較粗大,但還不屬于過熱組織;從42CrMo厚壁鋼管產品的化學成分上看,鉻元素含量較高,處于標準上限,加之原始材質晶粒粗大,這些都導致淬火過程中,形成粗大的馬氏體的體積急劇膨脹,致使表面開裂。
對于以上問題,需要采用降低42CrMo厚壁鋼管的淬火強度、溫度梯度的方法加以解決。為此需要采取的措施為:
1、在淬火液中加入軟化劑,降低淬火烈度。
2、把支撐輥中間加熱時間縮短控制在80s左右時間,上下單邊加熱時間保持在3-4s的時間。加大上下循環次數,上下循環次8次,循環時支撐輥轉動的速度在800轉,通過少量多頻率的方式,使毛坯輥加熱溫度均勻。
3、加大噴水壓力,噴水時間控制在90s以上,徹底改變以前邊加熱邊噴水現象,造成上下循環次數少,冷卻時溫度不均勻的情況。
4、改進高頻線圈的高度,使受熱面積變大,防止42CrMo厚壁鋼管生產溫度梯度過陡。使熱處理方式趨于表面全截面處理性質。
更多鋼管知識查詢http://www.dnf3.cn/